题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
加工一批小轴,其直径尺寸要求为mm,加工尺寸接近正态分布,测量计算得一批工件直径尺寸的算术平均值=17.975mm,标准差σ=0.006mm,
加工一批小轴,其直径尺寸要求为 mm,加工尺寸接近正态分布,测量计算得一批工件直径尺寸的算术平均值
mm,加工尺寸接近正态分布,测量计算得一批工件直径尺寸的算术平均值 =17.975mm,标准差σ=0.006mm,计算不合格品率,并分析不合格品产生的原因,指出减少不合格品的措施。
=17.975mm,标准差σ=0.006mm,计算不合格品率,并分析不合格品产生的原因,指出减少不合格品的措施。
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
加工一批小轴,其直径尺寸要求为mm,加工尺寸接近正态分布,测量计算得一批工件直径尺寸的算术平均值=17.975mm,标准差σ=0.006mm,计算不合格品率,并分析不合格品产生的原因,指出减少不合格品的措施。
如果结果不匹配,请 联系老师 获取答案
 更多“加工一批小轴,其直径尺寸要求为mm,加工尺寸接近正态分布,测…”相关的问题
更多“加工一批小轴,其直径尺寸要求为mm,加工尺寸接近正态分布,测…”相关的问题
用15钢制作一要求耐磨的小轴(直径20mm),其工艺路线为:下料→锻造→正火→机加工→渗碳→淬火→低温回火→磨加工。说明各热处理工序的目的及使用状态下的组织。
如图2.5-1所示轴。其加工各部分的加工顺序如下:先按尺寸A1车削圆柱面,再按尺寸A2铣削平面,最后按图样标注尺寸A3磨削圆柱面,并得到图样上所要求的尺寸A4。试确定工序尺寸A2的允许变动范围。已知

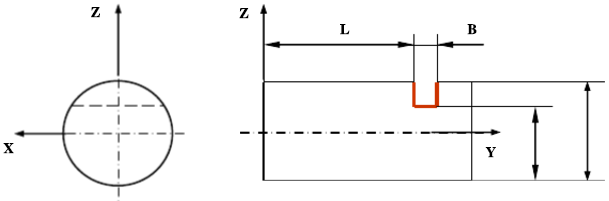
图所示零件的外圆及两端面已加工完毕(外圆直径D= mm)。现加工槽B,要求保证位置尺寸L和H。确定加工时必须限制的自由度;选择定位方法和定位元件,并在图中画出示意图;计算所选定位方法的定位误差。
mm)。现加工槽B,要求保证位置尺寸L和H。确定加工时必须限制的自由度;选择定位方法和定位元件,并在图中画出示意图;计算所选定位方法的定位误差。
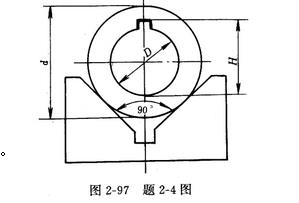
图所示为齿轮坯,内孔及外圆已加工合格(D=mm,d=mm),现在插床上以调整法加工键槽,要求保证尺寸H=mm。试计算图示定位方法的定位误差(忽略外圆与内孔同轴度误差)。

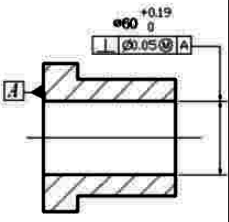
如自测题图1—1所示,
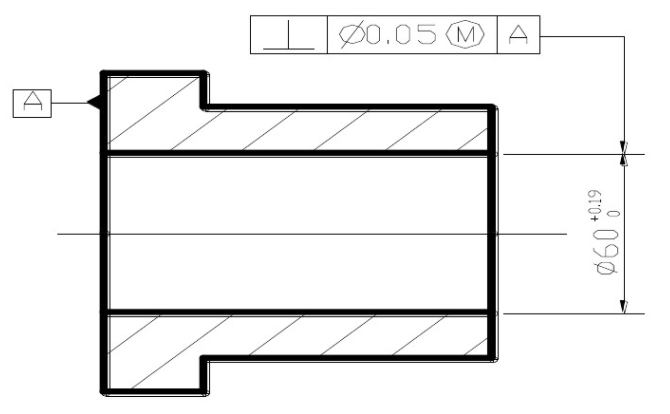
被测要素采用的公差原则是______,最大实体尺寸是______mm,最小实体尺寸是______mm,实效尺寸是______mm,当该轴实际尺寸处处加工到20mm时,垂直度误差允许值是______mm,当该轴实际尺寸处处加工到φ19.98mm时,垂直度误差允许值是______mm。
如自测题图1—1所示,被测要素采用的公差原则是______,最大实体尺寸是______mm,最小实体尺寸是______mm,实效尺寸是______mm,当该轴实际尺寸处处加工到20mm时,垂直度误差允许值是______mm,当该轴实际尺寸处处加工到φ19.98mm时,垂直度误差允许值是______mm。
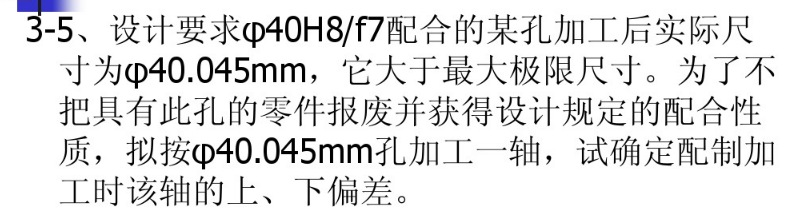
设计所要求40H8/f7配合的某孔加工后实际尺寸为40.045mm,它大于上极限尺寸。为了不把具有此孔的零件报废并获得设计规定的配合性质,拟按40.045mm孔加工一轴,试确定配制加工时该轴的上、下偏差?
在无心磨床上磨削销轴,销轴外径尺寸要求为φ(12±0.01)mm。现随机抽取100件进行测量,结果发现其外径尺寸接近正态分布,平均值为= 11.99mm,均方根偏差为σ= 0.003mm。试作图分析有无废品产生,如产生废品,判断产生的废品能否修复。
A.500
B.220
C.200
D.110
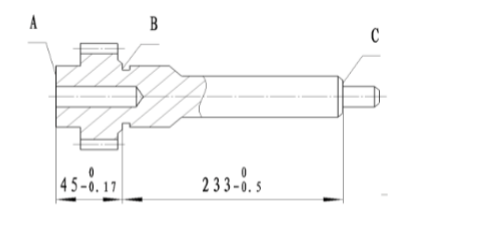
采用火花磨削方法加工某齿轮轴的端面如下图所示,其前后有关的工序为:
(1)精车工序,以精车过的A面为基准精车B面,保持工序尺寸L1;精车C面,保持工序尺寸L2。
(2)在热处理后的磨削工序中,对B面进行磨削,控制磨削余量为Z=0.1+0.02mm,要求满足设计尺寸45-0.170mm、233-0.50mm。求车削工序的尺寸L1和L2。