题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
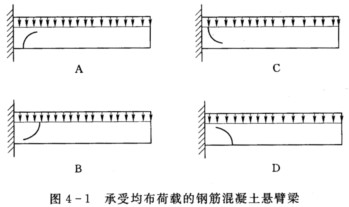
根据零件图(图4-1),编制零件加工工艺路线,填入表内。 工序号 工序名称 工序内容
根据零件图(图4-1),编制零件加工工艺路线,填入表内。
| 工序号 | 工序名称 | 工序内容 |
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
根据零件图(图4-1),编制零件加工工艺路线,填入表内。
| 工序号 | 工序名称 | 工序内容 |
如果结果不匹配,请 联系老师 获取答案
 更多“根据零件图(图4-1),编制零件加工工艺路线,填入表内。 工…”相关的问题
更多“根据零件图(图4-1),编制零件加工工艺路线,填入表内。 工…”相关的问题
下列零件(图3.8.2)若分别进行单件、小批量、大批量生产时,可选择哪些锻造方法加工?哪种加工方法最好?
在机械加工工艺过程中安排零件表面加工顺序时,要“基准先行”的目的是()
(A)避免孔加工时轴线偏斜
(B)避免加工表面产生加工硬化
(C)消除工件残余应力
(D)使后续工序有精确的定位基面
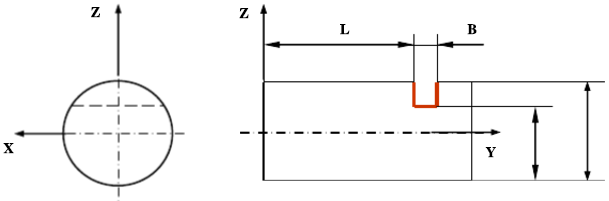
图所示零件的外圆及两端面已加工完毕(外圆直径D= mm)。现加工槽B,要求保证位置尺寸L和H。确定加工时必须限制的自由度;选择定位方法和定位元件,并在图中画出示意图;计算所选定位方法的定位误差。
mm)。现加工槽B,要求保证位置尺寸L和H。确定加工时必须限制的自由度;选择定位方法和定位元件,并在图中画出示意图;计算所选定位方法的定位误差。
A.生产过程包含工艺过程
B.工序是工艺过程最基本的组成单位
C.工艺过程是计算劳动量、进行质量检验和班组经济核算的基本单位
D.把工艺过程用表格或文字形式确定下来,形成组织、指导生产的文件就是工艺规程
E.工艺过程包括生产服务、技术准备、毛坯制造、零件加工、产品装配等过程
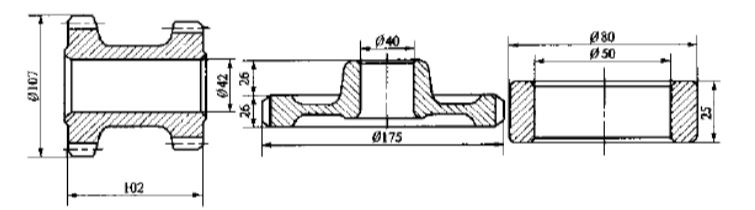
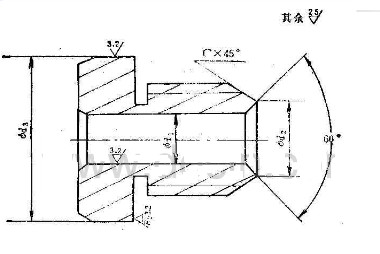
试将下列表面粗糙度轮廓技术要求标注在图1.5-3所示的机械加工的零件图样上(未指明者皆采用默认的标准化值):
①φD1孔的表面粗糙度轮廓参数Ra的最大值为3.2μm;
②φD2孔的表面粗糙度轮廓参数Ra的上限值为6.3μm,下限值为3.2μm;
③零件右端面采用铣削加工,表面粗糙度轮廓参数Rz的上限值为12.5μm,下限值为6.3μm,加工纹理呈近似放射形;
④φd1和φd2圆柱面的表面粗糙度轮廓参数Rz的上限值为25μm;
⑤其余表面的表面粗糙度轮廓参数Ra上限值为12.5μm
根据《建设工程安全生产管理条例》,安装、拆卸施工起重机械作业前,安装单位应当编制()。 A.技术规范 B.拆装方案 C.设备运至现场的运输方案 D.进度控制横道图