题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
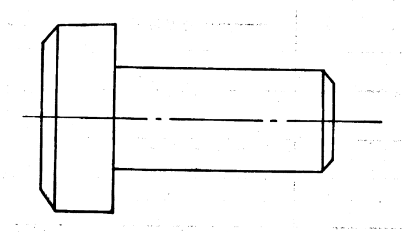
试将下列技术要求标注在图上。 (1)圆锥面的圆度公差为0.01mm,圆锥素线直线度公差为0.02mm。 (2)圆锥轴线
试将下列技术要求标注在图上。
(1)圆锥面的圆度公差为0.01mm,圆锥素线直线度公差为0.02mm。

查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
试将下列技术要求标注在图上。
(1)圆锥面的圆度公差为0.01mm,圆锥素线直线度公差为0.02mm。
如果结果不匹配,请 联系老师 获取答案
 更多“试将下列技术要求标注在图上。 (1)圆锥面的圆度公差为0.0…”相关的问题
更多“试将下列技术要求标注在图上。 (1)圆锥面的圆度公差为0.0…”相关的问题
试将下列技术要求标注在图上。
(1)大端圆柱面的尺寸要求为 ,并采用包容原则。
,并采用包容原则。
(2)小端圆柱面的轴线对大端圆柱面轴线的同轴度公差为0.03mm。
(3)小端圆柱面的尺寸要求为 ,素线直线度公差为0.01mm,并采用包容原则。
,素线直线度公差为0.01mm,并采用包容原则。
(4)大端圆柱面的表面粗糙度Ra值不允许大于0.8μm,其余表面Ra值不允许大于1.6μm。
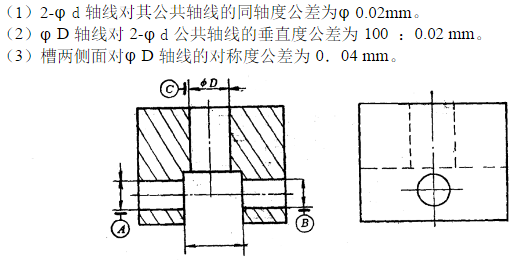
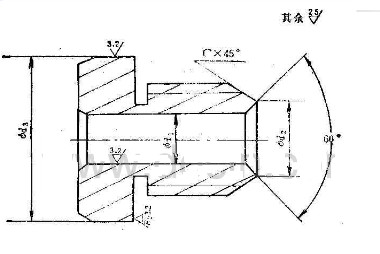
试将下列表面粗糙度轮廓技术要求标注在图1.5-5上(未指明者皆采用默认的标准化值):

①圆锥面a的表面粗糙度轮廓参数Ra的上限值为4.0μm;
②轮毂端面b和c的表面粗糙度轮廓参数Ra的最大值为3.2μm;
③声30mm孔最后一道工序为拉削加工,表面粗糙度轮廓参数Rz的最大值为10.0μm,并标注加工纹理方向;
④“8±0.018”键槽两侧面的表面粗糙度轮廓参数Ra的上限值为2.5μm;
⑤其余表面的表面粗糙度轮廓参数Rz的最大值为40μm。
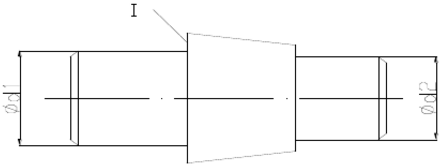
试将下列表面粗糙度轮廓技术要求标注在图1.5-3所示的机械加工的零件图样上(未指明者皆采用默认的标准化值):
①φD1孔的表面粗糙度轮廓参数Ra的最大值为3.2μm;
②φD2孔的表面粗糙度轮廓参数Ra的上限值为6.3μm,下限值为3.2μm;
③零件右端面采用铣削加工,表面粗糙度轮廓参数Rz的上限值为12.5μm,下限值为6.3μm,加工纹理呈近似放射形;
④φd1和φd2圆柱面的表面粗糙度轮廓参数Rz的上限值为25μm;
⑤其余表面的表面粗糙度轮廓参数Ra上限值为12.5μm
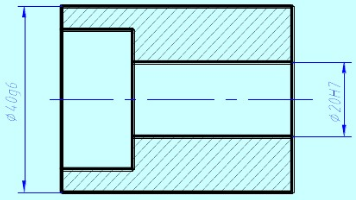
将文字说明的含义用形位公差代号标注在图上。
(1) φ40g6的轴线对φ20H7轴线的同轴度公差为0.05mm。
(2) 右端面对φ20H7的轴线的垂直度公差为0.15mm。
试在T-s图上定性表示出n=1.2的理想气体的压缩过程,并在图上用面积表示所耗过程功ω或技术功ωt。
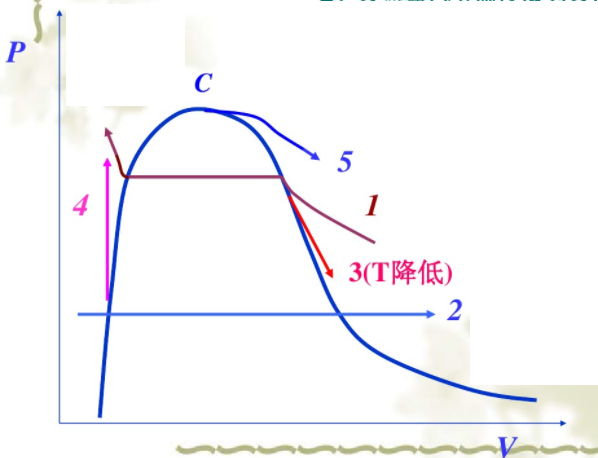
将下列纯物质经历的过程表示在p-V,T-S图上。
(1) 过热蒸气等温冷凝为过冷液体;
(2) 过冷液体等压加热成过热蒸气;
(3) 饱和蒸气可逆绝热膨胀;
(4) 饱和液体恒容加热;
(5) 在临界点进行的恒温膨胀。
将下列纯物质经历的过程表示在p-V,lnp-H,T-S图上。
(1) 过热蒸气等温冷凝为过冷液体;
(2) 过冷液体等压加热成过热蒸气;
(3) 饱和蒸气可逆绝热膨胀;
(4) 饱和液体恒容加热;
(5) 在临界点进行的恒温膨胀。
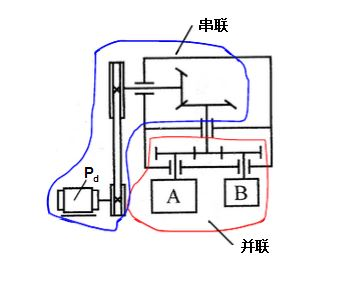
如图所示,电动机通过v带传动及圆锥、圆柱齿轮传动带动工作机A及B。设每对齿轮的效率η1=0.97(包括轴承的效率在内),带传动的效率η3=0.92,工作机A、B的功率分别为PA=5kW、PB=1kW,效率分别为ηA=0.8、ηB=0.5,试求电动机所需的功率。