题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
单件加工如下图所示工件,材料为45钢,若底平面已加工好,现欲加工上平面,其尺寸为80-0.05-0.03mm,表面粗糙度
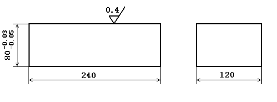
单件加工如下图所示工件,材料为45钢,若底平面已加工好,现欲加工上平面,其尺寸为80-0.05-0.03mm,表面粗糙度为Ra0.4um。若平面的加工工艺过程是:粗铣—精铣—粗磨—精磨。试求各工序的工序尺寸及其公差。
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
单件加工如下图所示工件,材料为45钢,若底平面已加工好,现欲加工上平面,其尺寸为80-0.05-0.03mm,表面粗糙度为Ra0.4um。若平面的加工工艺过程是:粗铣—精铣—粗磨—精磨。试求各工序的工序尺寸及其公差。
如果结果不匹配,请 联系老师 获取答案
 更多“单件加工如下图所示工件,材料为45钢,若底平面已加工好,现欲…”相关的问题
更多“单件加工如下图所示工件,材料为45钢,若底平面已加工好,现欲…”相关的问题
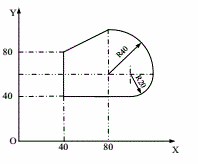
用φ10mm的立铣刀铣削工件轮廓,起刀点为(0,0),工件尺寸及加工路线如下图所示,试按相对坐标完成数控铣削手工编程,I、J、K为圆弧起点相对其圆心(圆心指向起点的矢量)的X、Y、Z坐标值的地址符(主轴转速为600r/m,进给速度为150mm/min,机床具有刀具半径补偿功能)。
.jpg)
A.凸起,且高度为λ/4
B.凸起,且高度为λ/2
C.凹陷,且深度为λ/2
D.凹陷,且深度为λ/4
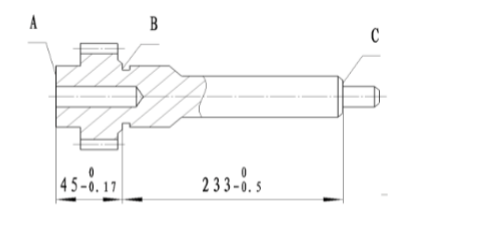
采用火花磨削方法加工某齿轮轴的端面如下图所示,其前后有关的工序为:
(1)精车工序,以精车过的A面为基准精车B面,保持工序尺寸L1;精车C面,保持工序尺寸L2。
(2)在热处理后的磨削工序中,对B面进行磨削,控制磨削余量为Z=0.1+0.02mm,要求满足设计尺寸45-0.170mm、233-0.50mm。求车削工序的尺寸L1和L2。
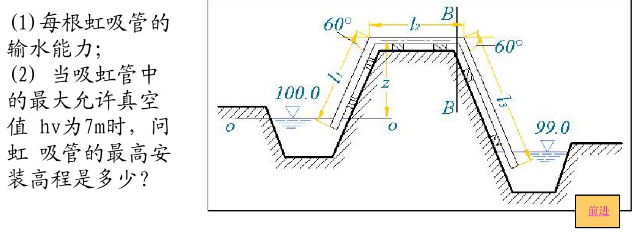
有一渠道用两根直径为1.0m的混凝土虹吸管来跨越山丘,如下图所示,渠道上游水面高程▽1为100m,下游水面高程▽2为99.0m,虹吸管长度l1为8m,l2为12m,l3为15m,中间有60°的折角弯头两个,每个弯头的局部水头损失系数ζB为0.365,若已知进口水头损失系数ζE为0.5,出口水头损失系数ζ0为1.0,试确定:
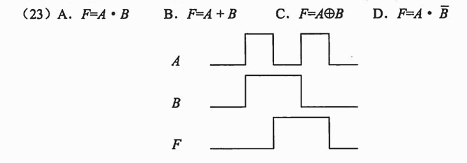
● 若某逻辑门输入A 、B 和输出F 的波形如下图所示,则F(A ,B)的表达式是 (23 )。
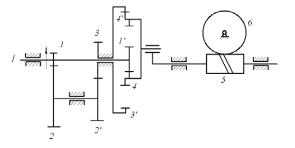
已知轮系中各轮齿数z1'=15,z4'=30,z4=45,z3'=60,z3=25,z2'=20,z2=25,z1=20,z5=1,z6=40,轴Ⅰ转速n1=1000r/min,转向如下图所示,求蜗轮6的转速和转向。

A.SMTP、SMTP、SMTP
B.POP3、SMTP、SMTP
C.POP3、SMTP、POP3
D.SMTP、SMTP、POP3







.jpg)