题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
对刀仪静态测量刀具尺寸与定加工出的尺寸之间有一差值,影响该值主要因素有()。①刀具和机床的精度和刚度②加工工件的材料和状态②冷却状况和冷却介质的性质④使用对刀仪的技巧熟练程度
A.①④
B.②③
C.①②③
D.①②③④
 答案
答案
D、①②③④
 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
A.①④
B.②③
C.①②③
D.①②③④
答案
D、①②③④
如果结果不匹配,请 联系老师 获取答案
 更多“对刀仪静态测量刀具尺寸与定加工出的尺寸之间有一差值,影响该值…”相关的问题
更多“对刀仪静态测量刀具尺寸与定加工出的尺寸之间有一差值,影响该值…”相关的问题
对基本尺寸进行标准化是为了
A.简化设计过程
B.便于设计时的计算
C.方便尺寸的测量
D.简化定值刀具.量具.型材和零件尺寸的规格
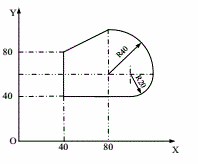
用φ10mm的立铣刀铣削工件轮廓,起刀点为(0,0),工件尺寸及加工路线如下图所示,试按相对坐标完成数控铣削手工编程,I、J、K为圆弧起点相对其圆心(圆心指向起点的矢量)的X、Y、Z坐标值的地址符(主轴转速为600r/m,进给速度为150mm/min,机床具有刀具半径补偿功能)。
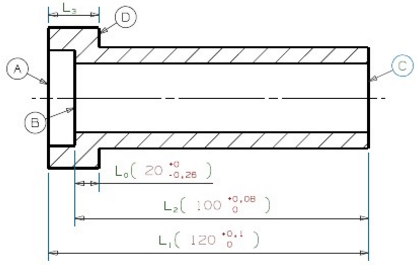
下图所示零件A、B、C、面均已加工完毕,现欲以调整法加工D面,并选端面A为定位基准,且按工序尺寸L3对刀进行加工。为保证车削过D面后间接获得的尺寸L0能符合图样规定的要求,必须将L3的加工误差控制在一定范围内,试求工序尺寸L3及其极限偏差。
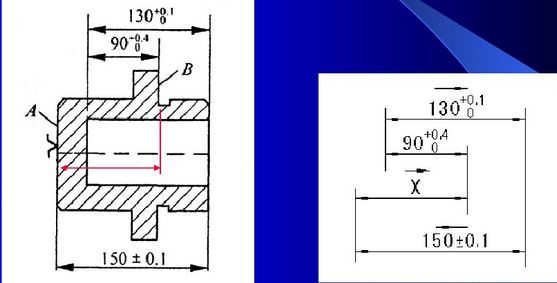
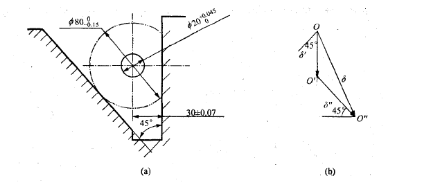
圆盘形工件外径声 mm,按尺寸(30±0.07)mm铣出一平面,然后通过图(a)给出的定位元件定位加工内孔
mm,按尺寸(30±0.07)mm铣出一平面,然后通过图(a)给出的定位元件定位加工内孔 mm。试计算孔加工后由于定位所产生的与外圆的同轴度误差。
mm。试计算孔加工后由于定位所产生的与外圆的同轴度误差。
用比较仪对某尺寸进行了15次等精度测量,测得值如下(单位为mm):20.216、20.213、20.215、20.214、20.215、20.215、20.217、20.216、20.213、20.215、20.216、20.214、20.217、20.215、20.214。假设已消除了定值系统误差,试求其测量结果。
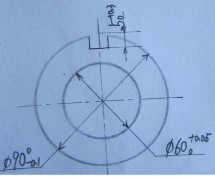
下图所示为零件简图,其内、外圆均已加工完毕,外圆尺寸为φ90-0.100mm,内孔尺寸为咖600+0.05mm。现铣键槽,其深度要求为50+0.3mm,该尺寸不便直接测量,为检验槽深是否合格,可直接测量哪些尺寸?试标出它们的尺寸和公差。