 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
水准测量中要求前后视距离相等,其目的是为了消除()的误差影响。
A.水准管轴不平行于视准轴
B.圆水准轴不平行于仪器竖轴
C.十字丝横丝不水平
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
A.水准管轴不平行于视准轴
B.圆水准轴不平行于仪器竖轴
C.十字丝横丝不水平
如果结果不匹配,请 联系老师 获取答案
 更多“水准测量中要求前后视距离相等,其目的是为了消除()的误差影响…”相关的问题
更多“水准测量中要求前后视距离相等,其目的是为了消除()的误差影响…”相关的问题
进行水准测量时,每测站尽可能使前、后视距离相等,可以消除或减弱视差对测量结果的影响。( )
在水准测量中设A为后视点,B为前视点,并测得后视点读数为1.124m,前视读数为1.428m,则B点比A点( )。
A.高 B.低 C.等高
计算表中水准测量观测高差及B点高程。
| 普通水准测量观测记录 | ||||||
| 测 站 | 点 号 | 水准尺读数(m) | 高 差 (m) | 高 程 (m) | 备 注 | |
| 后 视 | 前 视 | |||||
| Ⅰ | BM.A | 1.874 | 22.718 | 已知 | ||
| TP.1 | 0.919 | |||||
| Ⅱ | TP.1 | 1.727 | ||||
| TP.2 | 1.095 | |||||
| Ⅲ | TP.2 | 1.186 | ||||
| TP.3 | 1.823 | |||||
| Ⅳ | TP.3 | 1.712 | ||||
| B | 1.616 | |||||
| 计算检核 | ∑ | |||||
| ∑a-∑b= | ∑h= |
计算表中的四等水准测量观测数据。
| 四等水准测量观测记录 | |||||||||
| 测站 编号 | 后尺 | 下丝 | 前 尺 | 下丝 | 方向 及尺号 | 标尺读数 | K+ 黑-红 | 高差 中数 | 备考 |
| 上丝 | 上丝 | 后视 | 前视 | ||||||
| 后距 | 前距 | 黑面 | 红面 | ||||||
| 视距差d | ∑d | ||||||||
| 1 | 1979 | 0738 | 后 | 171 8 | 6405 | K1=4687 K2=4787 | |||
| 1457 | 0214 | 前 | 0476 | 5265 | |||||
| 52.2 | 52.4 | 后一前 | +1.242 | +1.140 | |||||
| -0.2 | -0.2 | ||||||||
| 2 | 2739 | 0965 | 后 | 2461 | 7247 | ||||
| 2183 | 0401 | 前 | 0683 | 5370 | |||||
| 后一前 | |||||||||
| 3 | 1918 | 1870 | 后 | 1604 | 6291 | ||||
| 1290 | 1226 | 前 | 1548 | 6336 | |||||
| 后一前 | |||||||||
| 4 | 1088 | 2388 | 后 | 0742 | 5528 | ||||
| 0396 | 1708 | 前 | 2048 | 6736 | |||||
| 后一前 | |||||||||
| 检查 计算 | ∑Da= ∑后视= ∑h= ∑Db= ∑前视= ∑h平均= ∑d= ∑后视-∑前视= 2∑h平均= | ||||||||
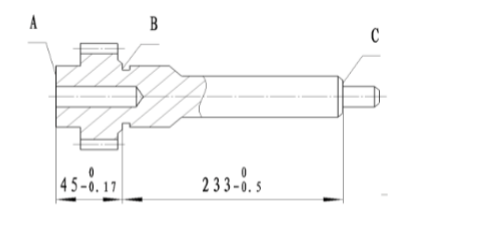
采用火花磨削方法加工某齿轮轴的端面如下图所示,其前后有关的工序为:
(1)精车工序,以精车过的A面为基准精车B面,保持工序尺寸L1;精车C面,保持工序尺寸L2。
(2)在热处理后的磨削工序中,对B面进行磨削,控制磨削余量为Z=0.1+0.02mm,要求满足设计尺寸45-0.170mm、233-0.50mm。求车削工序的尺寸L1和L2。
A.成立询价小组。询价小组由采购人的代表和有关专家共三人以上的单数组成,其中专家的人数不得少于成员总数的三分之二。询价小组应当对采购项目的价格构成和评定成交的标准等事项作出规定
B.确定被询价的供应商名单。询价小组根据采购需求,从符合相应资格条件的供应商名单中确定不少于三家的供应商,并向其发出询价通知书让其报价
C.询价。询价小组要求被询价的供应商一次报出不得更改的价格
D.确定成交供应商。采购人根据符合采购需求、质量和服务相等且报价最低的原则确定成交供应商,并将结果通知所有被询价的未成交的供应商

















