
 如果结果不匹配,请
如果结果不匹配,请 
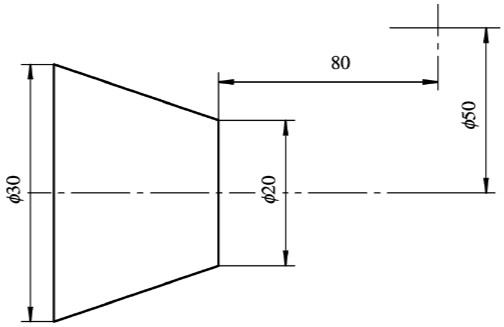
 更多“已知毛坯棒料尺寸为φ=30mm,加工如下图所示零件,试编写车…”相关的问题
更多“已知毛坯棒料尺寸为φ=30mm,加工如下图所示零件,试编写车…”相关的问题
如图2.5-1所示轴。其加工各部分的加工顺序如下:先按尺寸A1车削圆柱面,再按尺寸A2铣削平面,最后按图样标注尺寸A3磨削圆柱面,并得到图样上所要求的尺寸A4。试确定工序尺寸A2的允许变动范围。已知

已知齿轮和轴用A型普通平键连接,孔的直径为40mm,查表确定键和键槽尺寸,并完成下列各图,标注键槽尺寸。
(1) 轴
(2) 齿轮
(3) 齿轮和轴连接
在自动车床上加工一批轴件,要求外径尺寸为φ20-0.10mm,已知均方根偏差σ=0.025mm,试求此机床的工序能力系数。
(1)车外圆和内孔时的切削深度ap;
(2)若选定切削速度vc=1.5m/s,求车外圆时的工件转速n;
(3)若采用车床主轴转速n=480r/min,求车外圆和车内孔时的切削速度vc;
(4)若选用的进给量f=0.15mm/r,主轴转速n=480r/min,求进给速度vf。
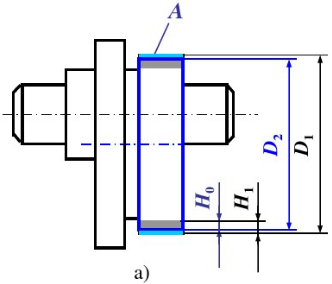
如图所示偏心轴零件,表面A要求渗碳处理,渗碳层深度H1规定为0.5~0.8mm。零件上与此有关的加工过程如下:精车A面,保证尺寸 ;渗碳处理,控制渗层深度为H1;精磨A面,保证尺寸
;渗碳处理,控制渗层深度为H1;精磨A面,保证尺寸 ,同时保证渗碳层深度达到规定的要求。试确定H1的数值。
,同时保证渗碳层深度达到规定的要求。试确定H1的数值。
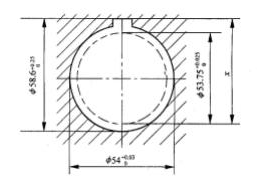
下图为在齿轮上加工内孔和键槽的有关尺寸,其加工顺序如下:
(1)拉内孔至D1=φ53.750+0.025mm;
(2)拉键槽保证尺寸x,这时的工序尺寸只能从留有磨削余量的内孔下母线标注;
(3)热处理(不考虑热处理后内孔的变形误差);
(4)磨内孔,保证设计尺寸D=φ540+0.03mm,考虑到磨孔后的中心(磨孔时是以齿轮节圆来定位的)不可能与拉孔中心重合,设同轴度误差为0.03mm,即e=0±0.03mm。试求拉键槽的工序尺寸x。
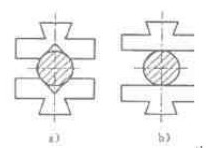
一厚度δ=12mm的钢板用4个螺栓固连在厚度δ1=30mm的铸铁支架上,螺栓的布置有(a)、(b)两种方案,托架螺栓组连接如图5.2所示。
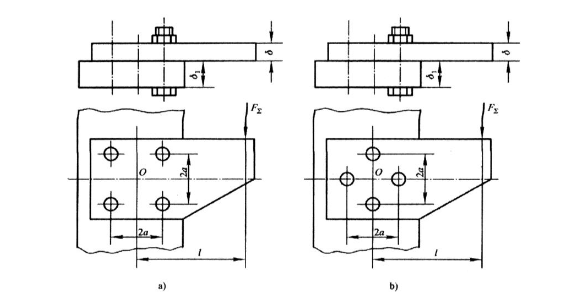 已知:螺栓材料为Q235,[σ]=95MPa,[τ]=96MPa,钢板[σ]p=320MPa,铸铁[σ]p1=180MPa,接合面间摩擦因数f=0.15,可靠性系数Kf=1.2,载荷F∑=14000N,尺寸l=400mm,a=100mm。
已知:螺栓材料为Q235,[σ]=95MPa,[τ]=96MPa,钢板[σ]p=320MPa,铸铁[σ]p1=180MPa,接合面间摩擦因数f=0.15,可靠性系数Kf=1.2,载荷F∑=14000N,尺寸l=400mm,a=100mm。
(1)试比较哪种螺栓布置方案合理?
(2)按照螺栓布置合理方案,分别确定采用普通螺栓连接和铰制孔用螺栓连接时的螺栓直径。
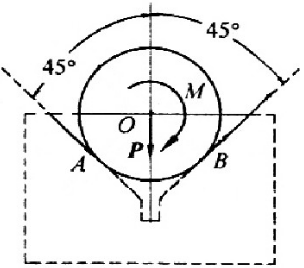
5m,不计滚动摩阻。求棒料与形槽间的静摩擦因数fs。
铣削图所示一批工件上的键槽,并要保证尺寸

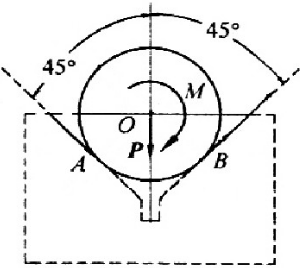
如图5-8所示,置于V型槽中的棒料上作用一力偶,力偶的矩M=15N·m时,刚好能转动此棒料。已知棒料重P=400N,直径D=0.25m,不计滚动摩阻。求棒料与V型槽间的静摩擦因数fs。