

 如果结果不匹配,请
如果结果不匹配,请 
 更多“工序集中有利于保证零件加工表面的()。A.尺寸精度B.形状精…”相关的问题
更多“工序集中有利于保证零件加工表面的()。A.尺寸精度B.形状精…”相关的问题

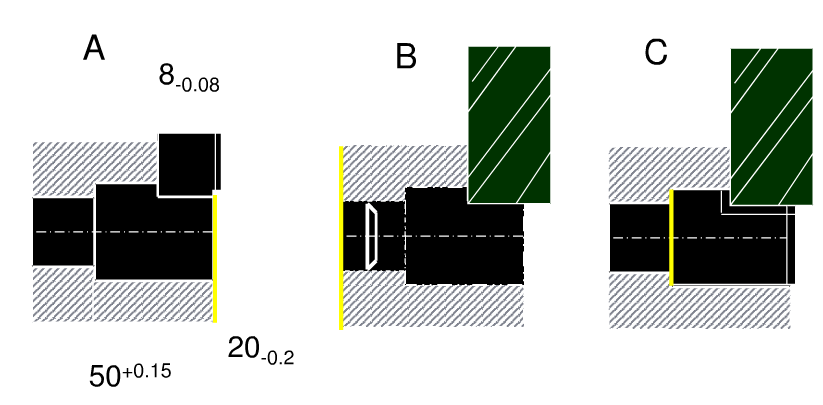
加工如图(a)所示零件,在工件上欲铣削一缺口,保证尺寸 mm。现采用图(b),(c)所示两种定位方案。试计算各定位误差并分析能否满足加工要求。若不能满足工序要求,请提出改进方案。
mm。现采用图(b),(c)所示两种定位方案。试计算各定位误差并分析能否满足加工要求。若不能满足工序要求,请提出改进方案。
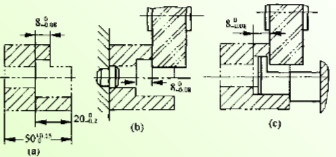
加工如图(a)所示零件,在工件上欲铣削一缺口,保证尺寸 。现采用图(b)、(c)所示两种定位方案。试计算各定位误差并分析能否满足加工要求。若不能满足工序要求,请提出改进方案。
。现采用图(b)、(c)所示两种定位方案。试计算各定位误差并分析能否满足加工要求。若不能满足工序要求,请提出改进方案。
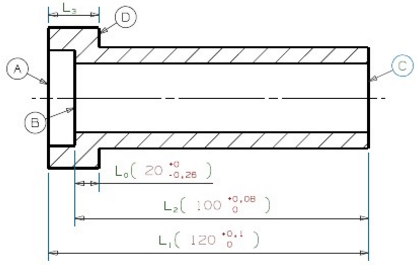
下图所示零件A、B、C、面均已加工完毕,现欲以调整法加工D面,并选端面A为定位基准,且按工序尺寸L3对刀进行加工。为保证车削过D面后间接获得的尺寸L0能符合图样规定的要求,必须将L3的加工误差控制在一定范围内,试求工序尺寸L3及其极限偏差。
假设某种零件的批量n=4件,共有4道工序。
(1)若其工艺顺序及单件工序时间为:t1=10分,t2=5分,t3=12分,t4=6分,试绘制该批零件在工序间移动的三种移动方式图,并计算整批零件的工艺时间(即加工周期)。
(2)如果单件工序时间不变,而工艺顺序改变为:t1=5分,t2=10分,t3=6分,t4=12分,再计算该批零件的工艺时间,与上面的结果相比较,哪一种移动方式下的整批零件工艺时间改变了?为什么?
(3)如果各个工序单件工时不变,而工艺顺序可以任意调整,试问应如何安排工艺顺序,才能使平行顺序移动方式下的整批零件工艺时间最短?
A.基准重合
B.基准统一
C.自为基准
D.互为基准
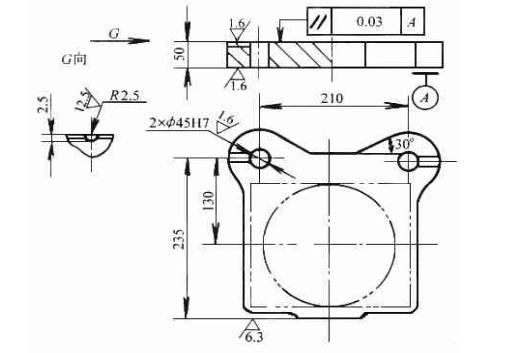
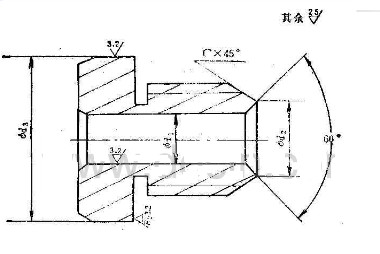
试将下列表面粗糙度轮廓技术要求标注在图1.5-3所示的机械加工的零件图样上(未指明者皆采用默认的标准化值):
①φD1孔的表面粗糙度轮廓参数Ra的最大值为3.2μm;
②φD2孔的表面粗糙度轮廓参数Ra的上限值为6.3μm,下限值为3.2μm;
③零件右端面采用铣削加工,表面粗糙度轮廓参数Rz的上限值为12.5μm,下限值为6.3μm,加工纹理呈近似放射形;
④φd1和φd2圆柱面的表面粗糙度轮廓参数Rz的上限值为25μm;
⑤其余表面的表面粗糙度轮廓参数Ra上限值为12.5μm
A.1-p-q
B.1-pq
C.(1-p-q+pq)
D.(1-p)+(1-q)
















