题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
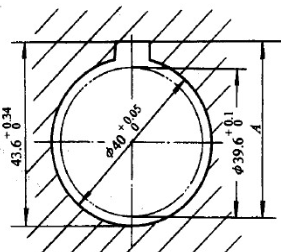
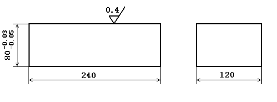
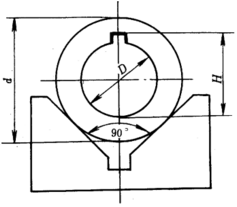
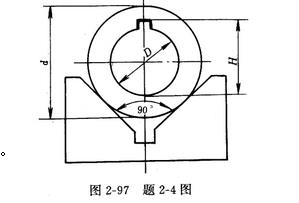
下图所示齿轮坯,内孔和外圆已加工合格(d=80-0.10mm,D=350+0.025mm),现在插床上用调整法加工内键槽,要求保证
下图所示齿轮坯,内孔和外圆已加工合格(d=80-0.10mm,D=350+0.025mm),现在插床上用调整法加工内键槽,要求保证尺寸H=38.50+0.2mm。试分析采用图a所示定位方法能否满足加工要求(要求定位误差不大于工件尺寸公差的1/3)?若不能满足,应如何改进?(忽略外圆与内孔的同轴度误差。)
查看答案

 如果结果不匹配,请 联系老师 获取答案
如果结果不匹配,请 联系老师 获取答案

 更多“下图所示齿轮坯,内孔和外圆已加工合格(d=80-0.10mm…”相关的问题
更多“下图所示齿轮坯,内孔和外圆已加工合格(d=80-0.10mm…”相关的问题

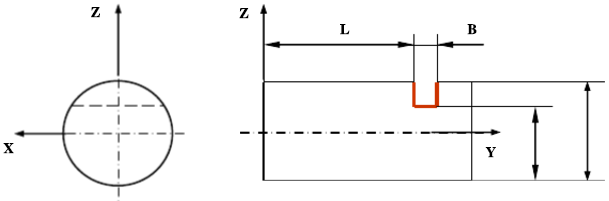
 mm)。现加工槽B,要求保证位置尺寸L和H。确定加工时必须限制的自由度;选择定位方法和定位元件,并在图中画出示意图;计算所选定位方法的定位误差。
mm)。现加工槽B,要求保证位置尺寸L和H。确定加工时必须限制的自由度;选择定位方法和定位元件,并在图中画出示意图;计算所选定位方法的定位误差。