 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
有一个45号钢制造的变速箱齿轮,其加工工序为:下料→锻造→正火→粗机加工(车)→调质→精机加工(车、插)→高频表面
有一个45号钢制造的变速箱齿轮,其加工工序为:下料→锻造→正火→粗机加工(车)→调质→精机加工(车、插)→高频表面淬火→低温回火→磨加工。说明各热处理工序的目的及使用状态下的组织。
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
有一个45号钢制造的变速箱齿轮,其加工工序为:下料→锻造→正火→粗机加工(车)→调质→精机加工(车、插)→高频表面淬火→低温回火→磨加工。说明各热处理工序的目的及使用状态下的组织。
如果结果不匹配,请 联系老师 获取答案
 更多“有一个45号钢制造的变速箱齿轮,其加工工序为:下料→锻造→正…”相关的问题
更多“有一个45号钢制造的变速箱齿轮,其加工工序为:下料→锻造→正…”相关的问题

A点:碳含量1.0%,组织:S+碳化物,硬度30HRC;
B点:碳含量0.8%,组织:S,硬度26HRC;
C点:碳含量0.2%,组织:F+S,硬度86HRB;
据查,齿轮的制造工艺是:锻造→正火→机加工→渗碳→预冷淬火→低温回火→磨加工,并且与该齿轮同批加工的其他齿轮没有这种情况。试分析该齿轮失效的原因。
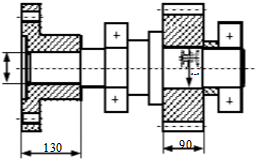
凸缘联轴器材料为HT200,工作时,有轻微冲击,连接处轴及轮毂尺寸如图所示。试选择键的类型和尺寸,并校核其连接强度。
金属切削机床加工的特点有()。
A.工作运动分为主运动和进给运动,其中主运动是旋转运动
B.把刀具和工件安装在机床上,由机床产生刀具和工件间的相对运动来进行切削加工
C.依次实现退刀、上料、下料、转位、排除切屑等运动
D.加工时由一个主运动和一个进给运动相互配合
某汽车齿轮选用20CrMnTi材料制作,其工艺路线如下:
下料→锻造→正火①→切削加工→渗碳②、淬火③、低温回火④→喷丸→磨削加工
请分别说明上述①、②、③和④四项热处理工艺的目的及工艺参数。
适合制造渗碳零件的钢有( )。
A.16Mn、15、20Cr、1Cr13、12Cr2Ni4A
B.45、40Cr、65Mn、T12
C.15、20Cr、18Cr2Ni4WA、20CrMnTi
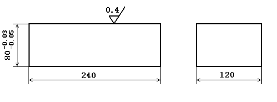
单件加工如下图所示工件,材料为45钢,若底平面已加工好,现欲加工上平面,其尺寸为80-0.05-0.03mm,表面粗糙度为Ra0.4um。若平面的加工工艺过程是:粗铣—精铣—粗磨—精磨。试求各工序的工序尺寸及其公差。
用15钢制作一要求耐磨的小轴(直径20mm),其工艺路线为:下料→锻造→正火→机加工→渗碳→淬火→低温回火→磨加工。说明各热处理工序的目的及使用状态下的组织。
的相对偏差(μm)分别为:0,-4,-5,-4,-3,-6,-7,-2,+3,+3,+3,+2。已知齿距累积总偏差允许值Fp=30μm,单个齿距偏差允许值±fpt=±11μm。试确定该齿轮左齿廓的齿距累积总误差和齿距偏差,并判断它们的合格性。
A.127.3
B.115.7
C.105.2
D.100.3

















