题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
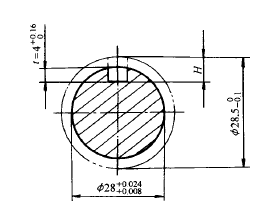
加工一齿轮轴键槽(见图1.12-13)。加工顺序为先车外圆到mm;然后铣键槽深H;淬火后,磨直径尺寸mm。加工后保证尺
图为齿轮轴截面图,要求保证轴径尺寸 和键槽深
和键槽深 。其工艺过程为:1)车外圆至
。其工艺过程为:1)车外圆至 ;2)铣键槽槽深至尺寸H;3)热处理;4)磨外圆至尺寸。试求工序尺寸H及其极限偏差。
;2)铣键槽槽深至尺寸H;3)热处理;4)磨外圆至尺寸。试求工序尺寸H及其极限偏差。
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
图为齿轮轴截面图,要求保证轴径尺寸和键槽深。其工艺过程为:1)车外圆至;2)铣键槽槽深至尺寸H;3)热处理;4)磨外圆至尺寸。试求工序尺寸H及其极限偏差。
如果结果不匹配,请 联系老师 获取答案
 更多“加工一齿轮轴键槽(见图1.12-13)。加工顺序为先车外圆到…”相关的问题
更多“加工一齿轮轴键槽(见图1.12-13)。加工顺序为先车外圆到…”相关的问题

A点:碳含量1.0%,组织:S+碳化物,硬度30HRC;
B点:碳含量0.8%,组织:S,硬度26HRC;
C点:碳含量0.2%,组织:F+S,硬度86HRB;
据查,齿轮的制造工艺是:锻造→正火→机加工→渗碳→预冷淬火→低温回火→磨加工,并且与该齿轮同批加工的其他齿轮没有这种情况。试分析该齿轮失效的原因。
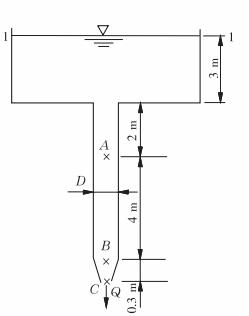
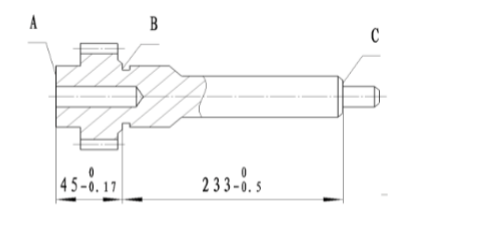
采用火花磨削方法加工某齿轮轴的端面如下图所示,其前后有关的工序为:
(1)精车工序,以精车过的A面为基准精车B面,保持工序尺寸L1;精车C面,保持工序尺寸L2。
(2)在热处理后的磨削工序中,对B面进行磨削,控制磨削余量为Z=0.1+0.02mm,要求满足设计尺寸45-0.170mm、233-0.50mm。求车削工序的尺寸L1和L2。
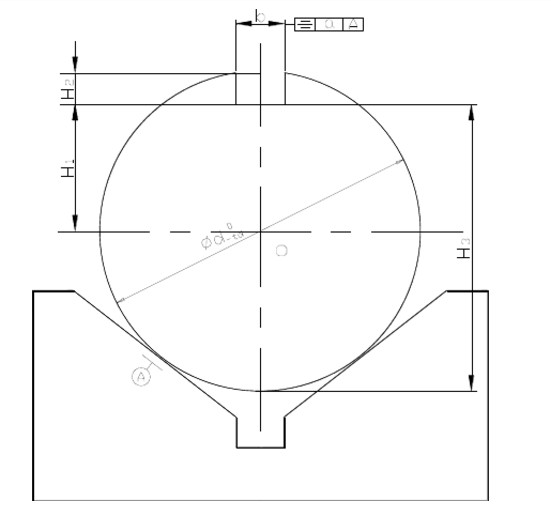
如图所示,工件以外圆为定位表面加工键槽,V形块夹角为α。求定位误差△dw(H1)、△dw(H2)、△dw(H3)、△dw(对称)。
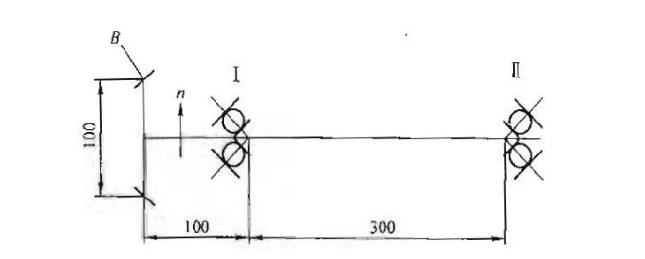
如下图所示锥齿轮轴(主动轴、转向n如附图),由一对角接触球轴承支承,轴承代号7210AC。传动时锥齿轮啮合点B所受的三个分力为:圆周力Ft=1200N,径向力Fr=415,轴向力Fa=135N,载荷有轻微冲击。
 已
已
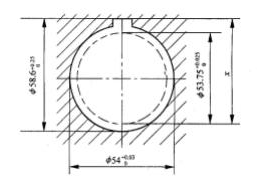
下图为在齿轮上加工内孔和键槽的有关尺寸,其加工顺序如下:
(1)拉内孔至D1=φ53.750+0.025mm;
(2)拉键槽保证尺寸x,这时的工序尺寸只能从留有磨削余量的内孔下母线标注;
(3)热处理(不考虑热处理后内孔的变形误差);
(4)磨内孔,保证设计尺寸D=φ540+0.03mm,考虑到磨孔后的中心(磨孔时是以齿轮节圆来定位的)不可能与拉孔中心重合,设同轴度误差为0.03mm,即e=0±0.03mm。试求拉键槽的工序尺寸x。
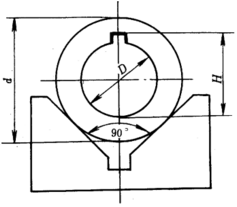
图所示为齿轮坯,内孔及外圆已加工合格(D=mm,d=mm),现在插床上以调整法加工键槽,要求保证尺寸H=mm。试计算图示定位方法的定位误差(忽略外圆与内孔同轴度误差)。

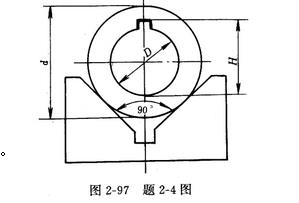
下图所示齿轮坯,内孔和外圆已加工合格(d=80-0.10mm,D=350+0.025mm),现在插床上用调整法加工内键槽,要求保证尺寸H=38.50+0.2mm。试分析采用图a所示定位方法能否满足加工要求(要求定位误差不大于工件尺寸公差的1/3)?若不能满足,应如何改进?(忽略外圆与内孔的同轴度误差。)
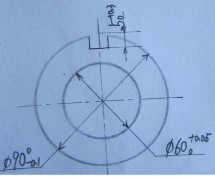
下图所示为零件简图,其内、外圆均已加工完毕,外圆尺寸为φ90-0.100mm,内孔尺寸为咖600+0.05mm。现铣键槽,其深度要求为50+0.3mm,该尺寸不便直接测量,为检验槽深是否合格,可直接测量哪些尺寸?试标出它们的尺寸和公差。
铣削图所示一批工件上的键槽,并要保证尺寸

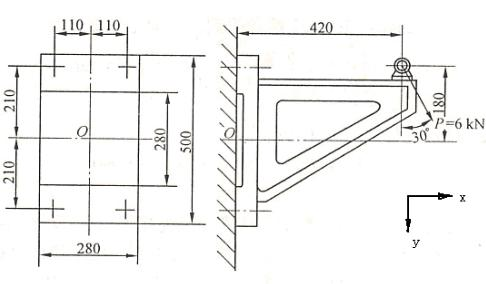
有一托架用4个普通螺栓固连于钢立柱上,如图5.6所示。已知托架材料为HT150,许用挤压应力[σ]p=60MPa,螺栓材料强度级为6.6级,许用安全系数[S]=3,接合面间摩擦因数f=0.15,可靠性系数Kf=1.2,螺栓相对刚度 ,载荷FP=5800N,尺寸见图5.6。试设计此螺栓组连接的螺栓直径。
,载荷FP=5800N,尺寸见图5.6。试设计此螺栓组连接的螺栓直径。