题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
数控车床加工中,外圆槽加工时退刀方向()。
A.先退Z轴
B.一般先退X方向,再退Z方向
C.先退X轴
D.为节约时间,可以同时退出
 答案
答案
B、一般先退X方向,再退Z方向
 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
A.先退Z轴
B.一般先退X方向,再退Z方向
C.先退X轴
D.为节约时间,可以同时退出
答案
B、一般先退X方向,再退Z方向
如果结果不匹配,请 联系老师 获取答案
 更多“数控车床加工中,外圆槽加工时退刀方向()。”相关的问题
更多“数控车床加工中,外圆槽加工时退刀方向()。”相关的问题
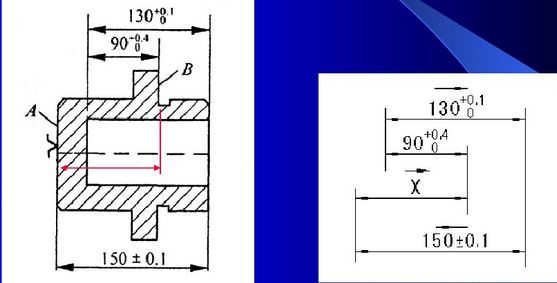
图所示零件的外圆及两端面已加工完毕(外圆直径D= mm)。现加工槽B,要求保证位置尺寸L和H。确定加工时必须限制的自由度;选择定位方法和定位元件,并在图中画出示意图;计算所选定位方法的定位误差。
mm)。现加工槽B,要求保证位置尺寸L和H。确定加工时必须限制的自由度;选择定位方法和定位元件,并在图中画出示意图;计算所选定位方法的定位误差。
金属切削机床加工的特点有()。
A.工作运动分为主运动和进给运动,其中主运动是旋转运动
B.把刀具和工件安装在机床上,由机床产生刀具和工件间的相对运动来进行切削加工
C.依次实现退刀、上料、下料、转位、排除切屑等运动
D.加工时由一个主运动和一个进给运动相互配合
A.机加工时机床自动走刀时间
B.机加工电钻钻孔时间
C.利用手工制造工件的刮、锉时间
D.在金属切削加工中退刀时间
A.同一零件在各视图上的剖面线和间隔可以不一致
B.相邻两个或多个零件的剖面线方向相反或方向相同而间隔不相等
C.零件的工艺结构,如倒角.退刀槽等,可不画出。
D.装配图中若干相同的零件组,可详细地画出一组,其余只画出中心线位置即可。
轴上铣一键槽如图所示,加工顺序为车外圆A1为 ,铣键深A2,磨外圆
,铣键深A2,磨外圆 ,要求磨外圆后保证键深
,要求磨外圆后保证键深 ,求铣槽深度A,应为多少。
,求铣槽深度A,应为多少。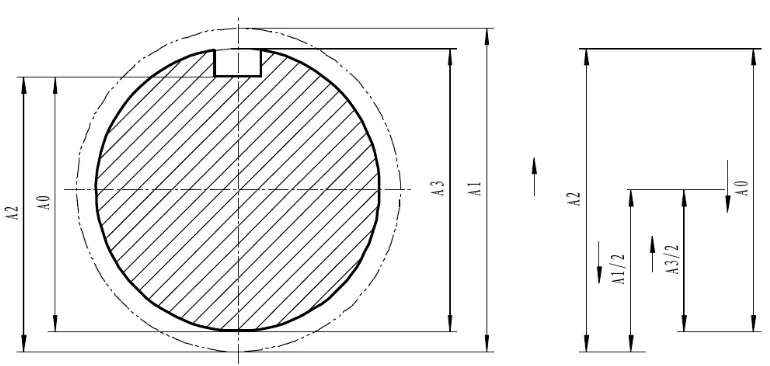
A.固定循环是预先设定好的一系列连续加工动作
B.利用固定循环编程,可大大缩短程序的长度,减少程序所占内存
C.利用固定循环编程,可以减少加工时的换刀次数,提高加工效率
D.固定循环编程,可分为单一形状与多重(复合)固定循环两种类型
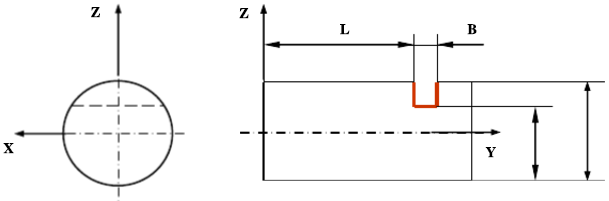
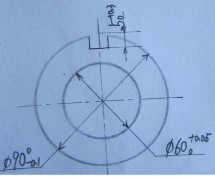
下图所示为零件简图,其内、外圆均已加工完毕,外圆尺寸为φ90-0.100mm,内孔尺寸为咖600+0.05mm。现铣键槽,其深度要求为50+0.3mm,该尺寸不便直接测量,为检验槽深是否合格,可直接测量哪些尺寸?试标出它们的尺寸和公差。
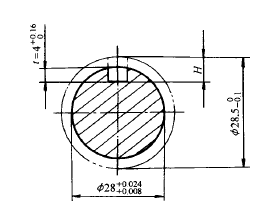
图为齿轮轴截面图,要求保证轴径尺寸 和键槽深
和键槽深 。其工艺过程为:1)车外圆至
。其工艺过程为:1)车外圆至 ;2)铣键槽槽深至尺寸H;3)热处理;4)磨外圆至尺寸。试求工序尺寸H及其极限偏差。
;2)铣键槽槽深至尺寸H;3)热处理;4)磨外圆至尺寸。试求工序尺寸H及其极限偏差。
数控车床在车削加工时必须:
A.关上防护门
B.不必关上防护门
C.根据需要可关也可开
D.关闭电源