

 如果结果不匹配,请
如果结果不匹配,请 
 更多“在车床上安装工件时必须使被加工表面的轴线与车床主轴轴线重合。”相关的问题
更多“在车床上安装工件时必须使被加工表面的轴线与车床主轴轴线重合。”相关的问题
第1题
在机械加工工艺过程中安排零件表面加工顺序时,要“基准先行”的目的是()(A)避免孔加工时轴线偏
在机械加工工艺过程中安排零件表面加工顺序时,要“基准先行”的目的是()
(A)避免孔加工时轴线偏斜
(B)避免加工表面产生加工硬化
(C)消除工件残余应力
(D)使后续工序有精确的定位基面
第2题
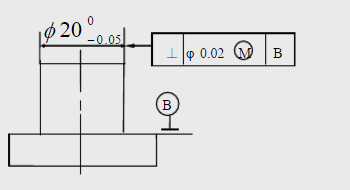
图2.8-1所示零件加工后,设被测圆柱的横截面形状正确,实际尺寸处处皆为φ19.97mm,轴线对基准平面的垂直度误差
图2.8-1所示零件加工后,设被测圆柱的横截面形状正确,实际尺寸处处皆为φ19.97mm,轴线对基准平面的垂直度误差值为φ0.04mm。试述垂直度公差采用的公差原则,该零件的合格条件,并判断合格与否。
第3题
管道安装粘接接口时,不符合规定的是()。A. 检查管材质量,必须将插口外侧和承口内侧表面擦拭干
管道安装粘接接口时,不符合规定的是()。
A. 检查管材质量,必须将插口外侧和承口内侧表面擦拭干净,使被粘接面保持清洁,不得有尘土水迹
B. 涂抹粘结剂后,应立即校正对准轴线,将插口插入承口,用力推挤至所划标线,插入后将管旋转l/2圈,在60S内保持施加外力不变
C. 粘接前必须对两管的承口与插口粘接的紧密程度进行验证,使插入深度及松紧度配合情况符合要求
D. 在承插接头表面用毛刷涂上符合管材材性要求的专用粘结剂,先涂承口内面,后涂插口外面,沿轴向由里面而外涂抹均匀
第4题
某企业生产甲、乙、丙、丁4种产品,计划年产量各为180、150、20、50台。在车床上加工的工时定额
分别为150、120、200和250台时。车床组共有20台车床,两班制生产,设备计划停工率为10%。假设选定甲产品为代表产品,则以甲产品表示的设备组的生产能力为()台。
点击查看答案

第5题
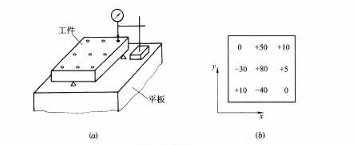
参看图a,在平板上以平板工作面作为测量基准,用指示表测量一个工件的平面度误差。在被测表面上等距均布9个测
点,测得各测点相对于平板工作面的高度差(μm)见图b。试按对角线平面法评定实际被测表面的平面度误差。

第7题
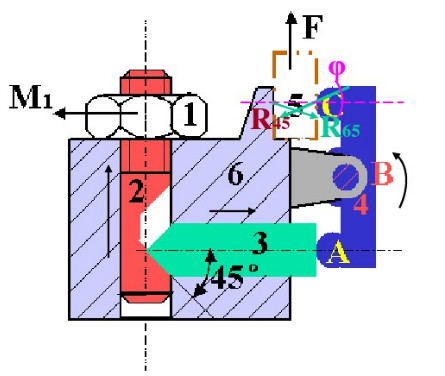
图所示为一楔面夹紧机构,该夹紧机构通过拧紧螺母1使工件5被夹紧。设各接触面间的摩擦系数均为f,lAB=lBC,螺纹
图所示为一楔面夹紧机构,该夹紧机构通过拧紧螺母1使工件5被夹紧。设各接触面间的摩擦系数均为f,lAB=lBC,螺纹工作面的牙形斜角β=30°。要求在夹紧后,工件在F力作用下不会滑脱,问必须在螺母1上施加多大的拧紧力矩(所需尺寸可从罔中量取)?
第11题
在两台自动车床上加工同一批小轴零件的外圆,要求保证外圆直径φ12±0.02mm。在第一台车床加工的工件尺寸接近正
态分布,平均值为12.005mm,均方根偏差为0.004mm。在第二台车床加工的工件尺寸也接近正态分布,且平均值为12.015mm,均方差为0.0025mm。试问哪台机床本身的精度比较高?计算并比较两台机床加工的不合格品情况,分析减少不合格品的措施。
点击查看答案
















