题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
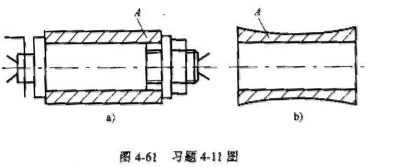
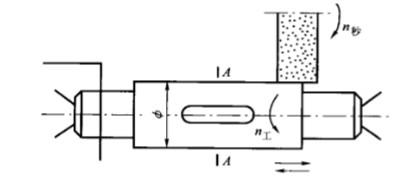
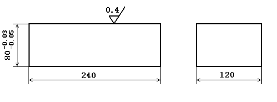
在外圆磨床上磨削如下图所示轴类工件的外圆,若机床几何精度良好,试分析磨外圆后A—A截面的形状误差,要求画出
A—A截面的形状,并提出减小上述误差的措施。
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
A—A截面的形状,并提出减小上述误差的措施。
如果结果不匹配,请 联系老师 获取答案
 更多“在外圆磨床上磨削如下图所示轴类工件的外圆,若机床几何精度良好…”相关的问题
更多“在外圆磨床上磨削如下图所示轴类工件的外圆,若机床几何精度良好…”相关的问题
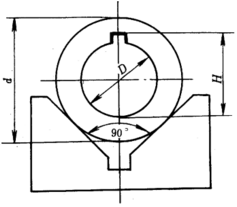
下图所示齿轮坯,内孔和外圆已加工合格(d=80-0.10mm,D=350+0.025mm),现在插床上用调整法加工内键槽,要求保证尺寸H=38.50+0.2mm。试分析采用图a所示定位方法能否满足加工要求(要求定位误差不大于工件尺寸公差的1/3)?若不能满足,应如何改进?(忽略外圆与内孔的同轴度误差。)
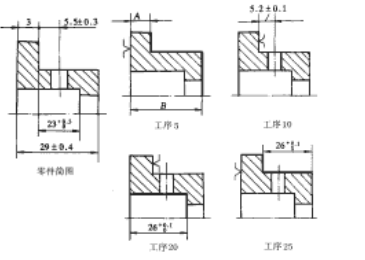
加工如下图所示轴套零件,其部分工序如下:
工序5 精车小端外圆、端面及肩面;
工序10 钻孔;
工序15 热处理;
工序20 磨孔及底面;
工序25 磨小端外圆及肩面。试求工序尺寸A、B及其极限偏差。
(1)车外圆和内孔时的切削深度ap;
(2)若选定切削速度vc=1.5m/s,求车外圆时的工件转速n;
(3)若采用车床主轴转速n=480r/min,求车外圆和车内孔时的切削速度vc;
(4)若选用的进给量f=0.15mm/r,主轴转速n=480r/min,求进给速度vf。
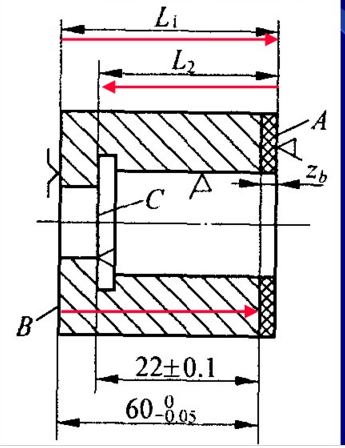
下图所示工件的部分工艺过程为:以端面B及外圆定位粗车端面A,留精车余量0.4-0.05+0.05mm,镗内孔至C面。然后以尺寸60-0.050mm定距装刀精车端面A。孔的深度要求为22±0.10mm。试求粗车端面A及镗内孔深度的工序尺寸L1、L2及其公差。
在无心磨床上磨削销轴,销轴外径尺寸要求为φ(12±0.01)mm。现随机抽取100件进行测量,结果发现其外径尺寸接近正态分布,平均值为= 11.99mm,均方根偏差为σ= 0.003mm。试作图分析有无废品产生,如产生废品,判断产生的废品能否修复。
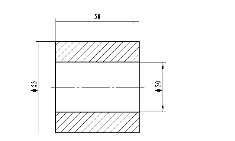
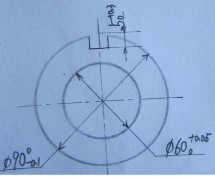
下图所示为零件简图,其内、外圆均已加工完毕,外圆尺寸为φ90-0.100mm,内孔尺寸为咖600+0.05mm。现铣键槽,其深度要求为50+0.3mm,该尺寸不便直接测量,为检验槽深是否合格,可直接测量哪些尺寸?试标出它们的尺寸和公差。
单件加工如下图所示工件,材料为45钢,若底平面已加工好,现欲加工上平面,其尺寸为80-0.05-0.03mm,表面粗糙度为Ra0.4um。若平面的加工工艺过程是:粗铣—精铣—粗磨—精磨。试求各工序的工序尺寸及其公差。
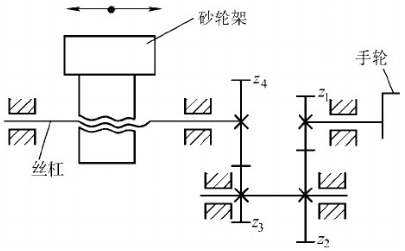
件。其中齿轮1、2、3及4组成定轴轮系,丝杠5与齿轮4相固联,丝杠转动时带动与螺母固联的砂轮架移动。已知丝杠为右旋单线螺纹,螺距P=3mm,各齿轮齿数Z1=28,Z2=56,Z3=38,Z4=50。试求当手轮按图示方向转一圈时,砂轮架的移动距离L和方向。