题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
车削一批轴的外圆,其尺寸要求为mm,若此工序尺寸按正态分布,均方差σ=0.025mm,公差带中心小于分布曲线中心,其

查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
 更多“车削一批轴的外圆,其尺寸要求为mm,若此工序尺寸按正态分布,…”相关的问题
更多“车削一批轴的外圆,其尺寸要求为mm,若此工序尺寸按正态分布,…”相关的问题
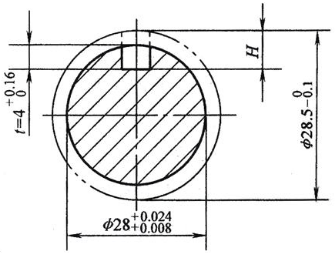
图为齿轮轴截面图,要求保证轴径尺寸 和键槽深
和键槽深 。其工艺过程为:1)车外圆至
。其工艺过程为:1)车外圆至 ;2)铣键槽槽深至尺寸H;3)热处理;4)磨外圆至尺寸。试求工序尺寸H及其极限偏差。
;2)铣键槽槽深至尺寸H;3)热处理;4)磨外圆至尺寸。试求工序尺寸H及其极限偏差。
加工一批工件的外圆,图样要求尺寸为 (30±0.05)mm。加工后测得的尺寸按正态分布,有8%的不合格品,且其中一半为可修复不合格品。试分析该工序能力指数Cp。
(30±0.05)mm。加工后测得的尺寸按正态分布,有8%的不合格品,且其中一半为可修复不合格品。试分析该工序能力指数Cp。
加工一批小轴,其直径尺寸要求为 mm,加工尺寸接近正态分布,测量计算得一批工件直径尺寸的算术平均值
mm,加工尺寸接近正态分布,测量计算得一批工件直径尺寸的算术平均值 =17.975mm,标准差σ=0.006mm,计算不合格品率,并分析不合格品产生的原因,指出减少不合格品的措施。
=17.975mm,标准差σ=0.006mm,计算不合格品率,并分析不合格品产生的原因,指出减少不合格品的措施。
如图2.5-1所示轴。其加工各部分的加工顺序如下:先按尺寸A1车削圆柱面,再按尺寸A2铣削平面,最后按图样标注尺寸A3磨削圆柱面,并得到图样上所要求的尺寸A4。试确定工序尺寸A2的允许变动范围。已知

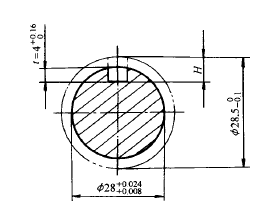
下图为齿轮轴截面图,要求保证轴的直径尺寸φ28+0.008+0.024mm和键槽深t=40+0.16mm。其工艺过程为:①车外圆至φ28.5-0.100mm;②铣键槽槽深至尺寸H;③热处理;④磨外圆至尺寸φ28+0.008/+0.024mm。试求工序尺寸H及其极限偏差。
下图为齿轮轴截面图,要求保证轴的直径尺寸φ28+0.008+0.024mm和键槽深t=40+0.16mm。其工艺过程为:①车外圆至φ28.5-0.100mm;②铣键槽槽深至尺寸H;③热处理;④磨外圆至尺寸φ28+0.008/+0.024mm。试求工序尺寸H及其极限偏差。
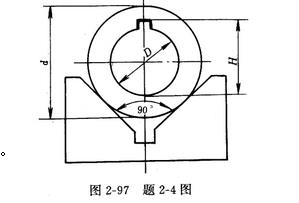
图所示为齿轮坯,内孔及外圆已加工合格(D=mm,d=mm),现在插床上以调整法加工键槽,要求保证尺寸H=mm。试计算图示定位方法的定位误差(忽略外圆与内孔同轴度误差)。

在自动车床上加工一批轴件,要求外径尺寸为φ20-0.10mm,已知均方根偏差σ=0.025mm,试求此机床的工序能力系数。
在无心磨床上磨削销轴,销轴外径尺寸要求为φ(12±0.01)mm。现随机抽取100件进行测量,结果发现其外径尺寸接近正态分布,平均值为= 11.99mm,均方根偏差为σ= 0.003mm。试作图分析有无废品产生,如产生废品,判断产生的废品能否修复。
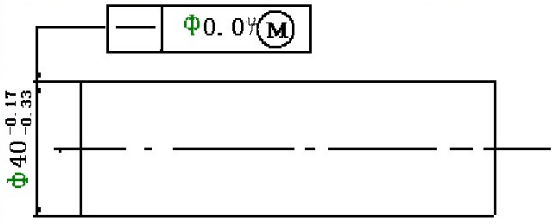
参看图,试计算 mm轴的最大实体尺寸、最小实体尺寸和最大实体实效尺寸。若按此图样加工一个轴后其横截面形状正确,实际尺寸处处皆为29.93mm,轴的轴线直线度误差为
mm轴的最大实体尺寸、最小实体尺寸和最大实体实效尺寸。若按此图样加工一个轴后其横截面形状正确,实际尺寸处处皆为29.93mm,轴的轴线直线度误差为 0.04mm。试述该轴的合格条件,并判定合格与否。
0.04mm。试述该轴的合格条件,并判定合格与否。