题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
在车床上加工芯轴时(图),粗、精车外圆A及台肩面B,经检测发现A有圆柱度误差,B对A有垂直度误差。试从机床几何误
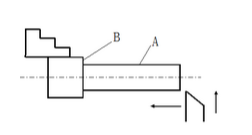
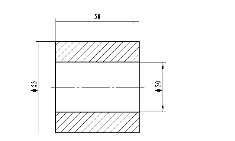
在车床上加工芯轴时(图),粗、精车外圆A及台肩面B,经检测发现A有圆柱度误差,B对A有垂直度误差。试从机床几何误差的影响,分析产生以上误差的主要原因有哪些?
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
在车床上加工芯轴时(图),粗、精车外圆A及台肩面B,经检测发现A有圆柱度误差,B对A有垂直度误差。试从机床几何误差的影响,分析产生以上误差的主要原因有哪些?
如果结果不匹配,请 联系老师 获取答案
 更多“在车床上加工芯轴时(图),粗、精车外圆A及台肩面B,经检测发…”相关的问题
更多“在车床上加工芯轴时(图),粗、精车外圆A及台肩面B,经检测发…”相关的问题
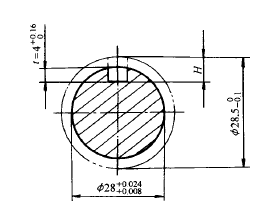
图为齿轮轴截面图,要求保证轴径尺寸 和键槽深
和键槽深 。其工艺过程为:1)车外圆至
。其工艺过程为:1)车外圆至 ;2)铣键槽槽深至尺寸H;3)热处理;4)磨外圆至尺寸。试求工序尺寸H及其极限偏差。
;2)铣键槽槽深至尺寸H;3)热处理;4)磨外圆至尺寸。试求工序尺寸H及其极限偏差。
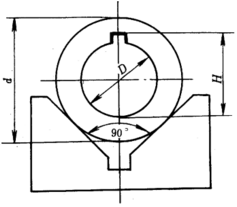
图所示为齿轮坯,内孔及外圆已加工合格(D=mm,d=mm),现在插床上以调整法加工键槽,要求保证尺寸H=mm。试计算图示定位方法的定位误差(忽略外圆与内孔同轴度误差)。

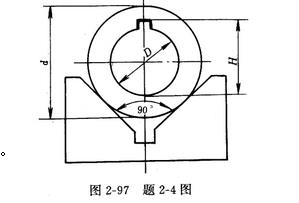
下图所示齿轮坯,内孔和外圆已加工合格(d=80-0.10mm,D=350+0.025mm),现在插床上用调整法加工内键槽,要求保证尺寸H=38.50+0.2mm。试分析采用图a所示定位方法能否满足加工要求(要求定位误差不大于工件尺寸公差的1/3)?若不能满足,应如何改进?(忽略外圆与内孔的同轴度误差。)
用主偏角kr=45°的车刀车外圆时,工件加工前的直径为dw=60mm,加工后的直径为dm=50mm,工件的转速为n=240r/min,刀具沿工件的轴向进给速度是vf= 96mm/min。试求f、an、vc。
用主偏角kr=45°的车刀车外圆时,工件加工前的直径为dw=60mm,加工后的直径为dm=50mm,工件的转速为n=240r/min,刀具沿工件的轴向进给速度是vf= 96mm/min。试求f、ap、vc。
(1)车外圆和内孔时的切削深度ap;
(2)若选定切削速度vc=1.5m/s,求车外圆时的工件转速n;
(3)若采用车床主轴转速n=480r/min,求车外圆和车内孔时的切削速度vc;
(4)若选用的进给量f=0.15mm/r,主轴转速n=480r/min,求进给速度vf。